

Plastic Over-Molding
Over-molding onto plastic inserts can solve many design problems.
The flexibility, toughness, solvent and chemical resistance of rubber is combined with rigidity, light weight, and cost savings of plastic.
Material with a heat deflection temperature of less than 400°F (204°C) should normally be avoided for rubber-to-plastic molding, as the intense heat and pressure of the rubber molding press may cause the plastic part to reflow and distort.
Plastic materials commonly used in the bonding process include nylon, polycarbonate, modified PPO, polysulfone, and polyphyenylene sulfide.
Even these ideal materials will experience some shrinkage. We recommend a starting tolerance of +0.005 inch (0.127mm). This tolerance would increase, however, for diameters of more than 0.250 inch (6.35mm).
The heat and pressure of the rubber flow tends to warp or crush plastic threads, as well. Even if the threads are located away from the rubber flow, shrinkage due to heating is likely. In order to avoid this problem, we recommend that plastic threads be ground after the rubber molding process.
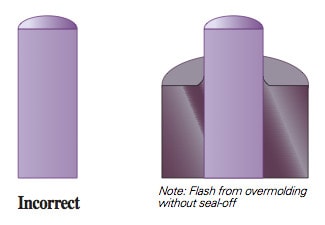
Undercuts are subject to the same stresses and may collapse or shrink to some extent. The tolerance on undercuts, however, is usually more forgiving and predictable. Envelop as much of the plastic insert in rubber as possible. This simplifies insert design and eliminates tedious flash removal. This technique also improves bonding by increasing surface-to-surface contact and/or by supplementing the chemical bond with a mechanical bond.
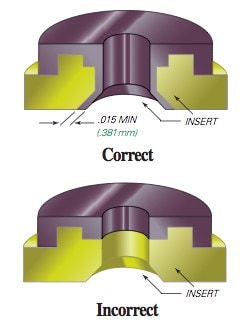
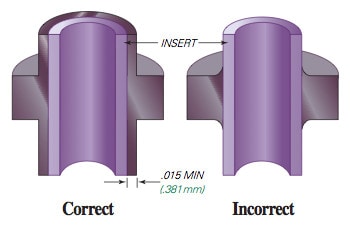
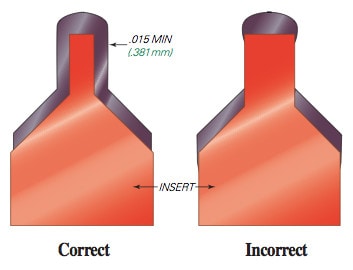
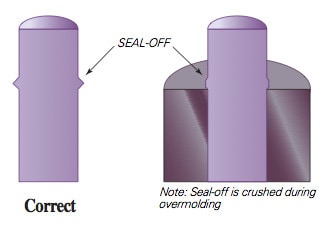
In cases where the rubber cannot be allowed to cover the entire surface of the insert, a mechanical barrier, called a seal-off, must be incorporated into the insert design.

Unsupported areas of a part, such as large, flat surfaces not covered by rubber, are especially prone to warping. Such areas may be supported by the tool itself; more often, however, this support must be incorporated into the part design.
Providing this support is not always simple. A part such as the one shown below may have to be produced in two stages. A sliding core would be required in the rubber mold to support the part. In this case, it may be simpler to ultrasonically weld the flat insert to the funnel-shaped section after the rubber molding process. The insert must still be supported by pins on one side so that the rubber can flow over the horizontal surface of the insert.
Sliding pins often leave marks on the part surface, which may be a concern in cases where appearance is critical. Also, the part surface may be discolored by the adhesive that is applied to the part prior to molding. Further discoloration usually occurs during molding and deflashing.
If color and appearance are important, the part should be designed so that the rubber completely covers the plastic insert. Silicone rubbers can be specified in a variety of bright hues, whereas other rubber materials are generally available in only dark or dull colors.