Shrinkage
Thermoplastic materials are heated in the barrel and injected into the mold cavity.
As the part cools in the mold, it shrinks. Thick cross-section areas cool at a substantially lower rate than thin cross-sections, and press cycle time is based on the cooling rate of the thickest cross-section.
Therefore, even one relatively thick cross-section area will increase the press cycle time, thereby reducing the number of parts per hour and increasing the cost per part.
The uneven rate of cooling of these thick and thin cross-sections is also likely to result in distortion of the part after it has been removed from the mold. This distortion is often severe enough to prevent the part from meeting specifications.
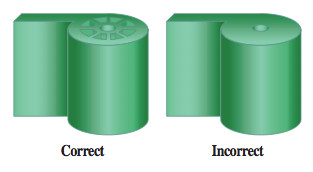
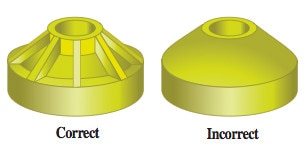
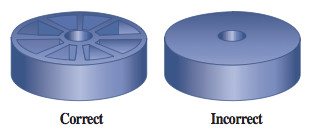
A thick cross-section is also likely to result in a depression on the surface called a sink mark, particularly if the cross-section is of varying widths.
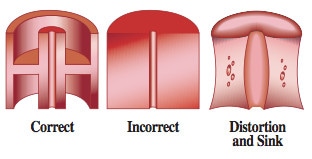
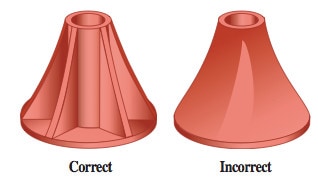
A good rule of thumb is to design all part cross-sections as thinly and uniformly as possible. The use of ribs is an effective way of achieving rigidity and strength while avoiding cross-sectional thickness.
In cases where it is impossible to avoid a thick cross-section, ribs may also help to minimize the distortion that can occur during post-cure. Very complex shapes that must combine thick and thin cross-section should be reviewed in advance so as to determine dimensional stability and tolerance changes that will occur during and after molding.