Molding Processes
Minnesota Rubber & Plastics’ custom-molding capabilities encompass all three processes – transfer, compression and injection molding.
We select from among these methods based on a number of key factors, including: the size and shape of the part, the hardness, flow and cost of the material, and the anticipated number of parts to be produced.
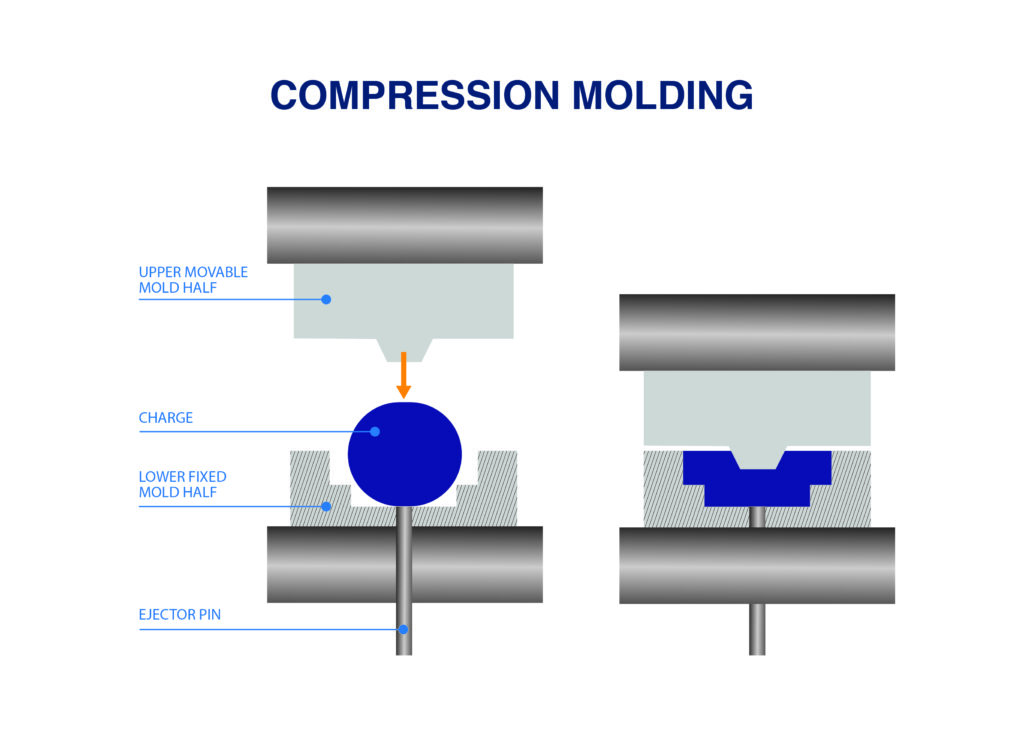
Compression Molding
The compression molding process is not unlike making a waffle. A surplus of material must be placed in the cavity to ensure total cavity fill. Heat and pressure are applied, causing the compound to flow, filling the cavity and spilling out into overflow grooves.
Compression molding is often chosen for medium-hardness compounds – in high volume production, or applications requiring particularly expensive materials.
The overflow, or flash, created by larger diameter parts is of particular concern when using the more expensive compounds. Compression molding helps to minimize the amount of overflow. The pre-load, however, can be difficult to insert in a compression mold of more complex design, and the compression molding process does not lend itself to the material flow requirement of harder rubber compounds.
Applications range from simple o-ring drive belts to complex brake diaphragms with diameter of more than 10.000 inches (254.0mm).
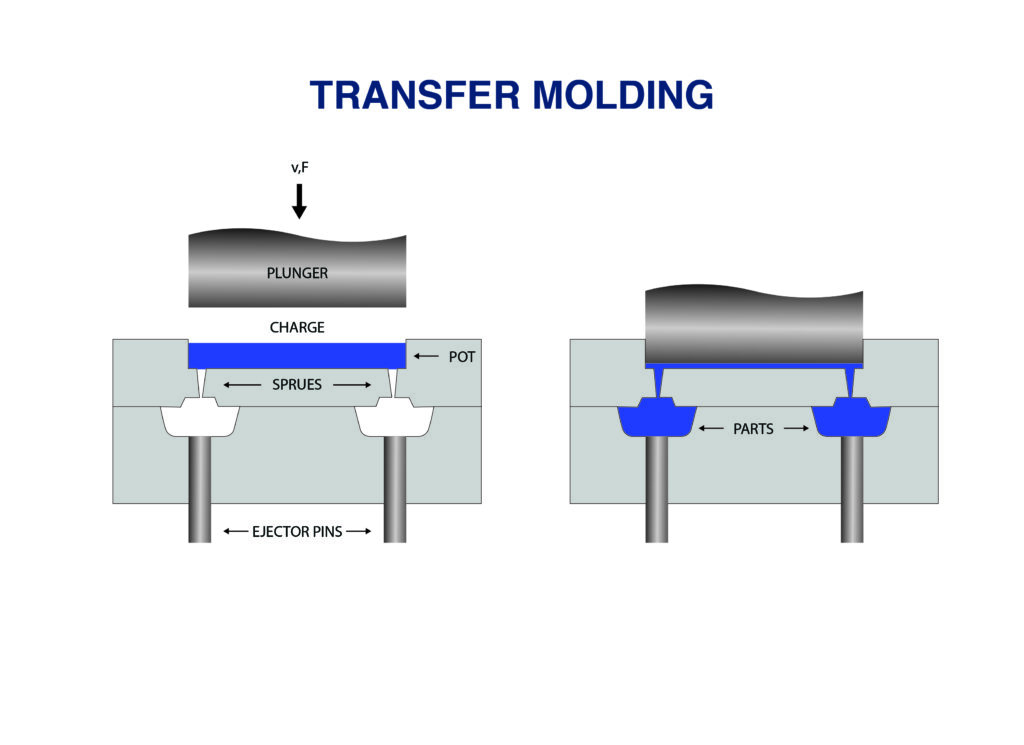
Transfer Molding
Transfer molding differs from compression molding in that the material is placed in a pot, located between the top plate and plunger. The material is squeezed from the pot into the cavity through one or more orifices called gates, or sprues.
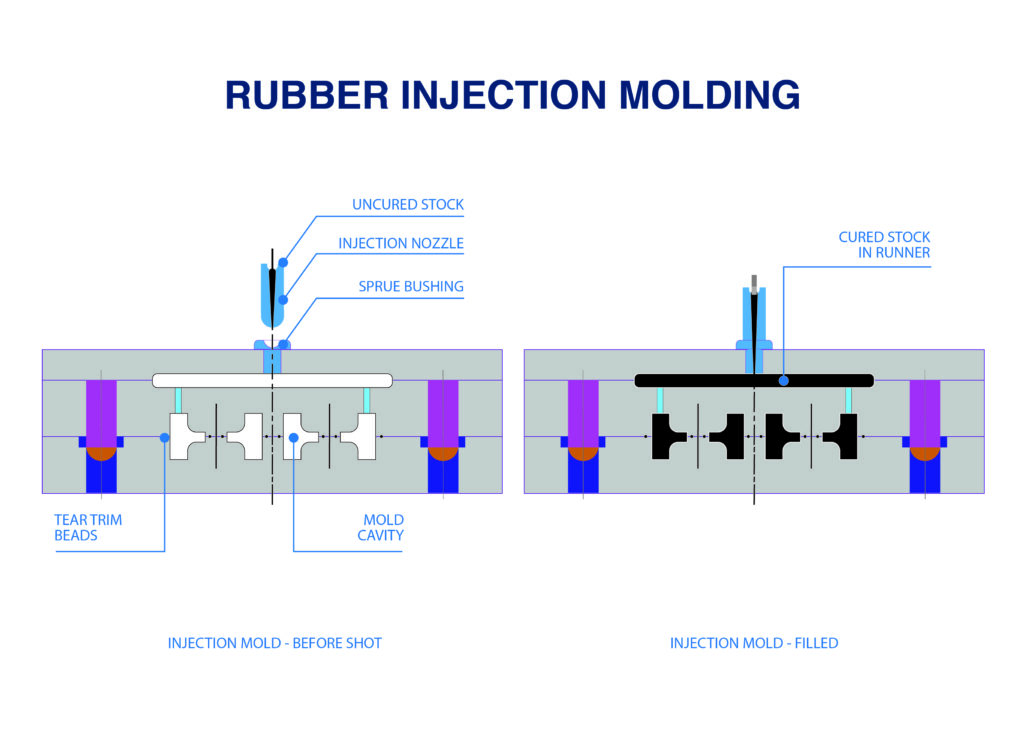
Injection Molding
Injection molding is normally the most automated of the molding processes. The material is heated to a flowing state and injected under pressure from the heating chamber through a series of runners or sprues into the mold. Injection molding is ideal for the high volume production of molded rubber parts of relatively simple configuration.