Undercuts
The ease with which a plastic part is removed from the mold is affected in large part by the presence and depth of undercuts, the cross-section thickness, and the flexibility of the thermoplastic material.
The undercut must be shallow or the material must have considerable “give” in order to allow the core pin to be “snapped” from the molded part.
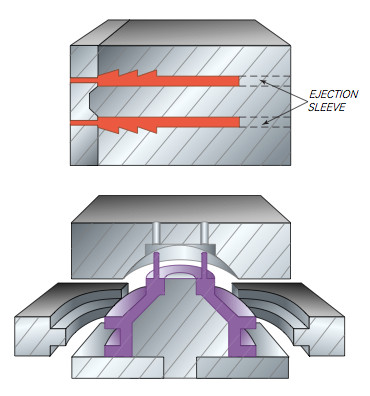
Parts featuring an undercut on the O.D. are often molded by a split-shell process. Deeper undercuts on the O.D. may require the use of a more expensive sliding core mold.